

TRÅDGNISTNING – FANUC ALPHA OIE
Vi använder Fanuc alpha 0IE för att trådgnista prototyper, fixturer, och kunddetaljer.
Trådgnistning är en viktig metod inom all verktygstillverkning. Med hjälp av elektricitet och en tunn metalltråd skär i ett arbetsstycke av elektriskt ledande material. Behöver du skära hål, former eller skapa ytor och avancerade konturer i material som metall eller härdat stål? Då är trådgnistning rätt metod för dig!
Max arbetsområde = X 370 mm Y 270 mm Z 255mm
Max arbetsstycke = 700 x 600 x 250 mm
Vikt arbetsstycke: 500 kg
Det finns en lång rad fördelar som är förknippade med trådgnistnig:
– Klarar bearbeta hårda och spröda material
– Hög ytfinish på snittytan
– Stabil process
– Liten snittspalt gör att man får låg avverkninsvolym
– Klarar bearbeta värmehållfasta material
– Klarar snäva inre radier
– Parallella snitt
– Kräver ofta endast blästring som slutoperation
– Hög noggrannhet och precision.
– Inget verktygsslitage (inga skillnader på mått från första till sista detalj).
– Beröringsfri bearbeting utan skärkrafter (går att gnista i ömtåliga detaljer).
– Inga grader uppstår.
– Arbetsstyckets hårdhet har ingen betydelse (går lika bra i aluminium som hårdmetall).
Starthålsgnist
Aristech LSD 300
Max arbetsstycke 600 x 300 x 400mm,
max vikt 300kg,
Z rörelse 545mm.
Borra 1 mm hål spikrakt genom 200 mm tjockt härdat stål? – Detta är fullt möjligt med en hålgnist.
Överlägsen metod där du ska göra små hål i tjocka, hårda material eller sneda ytor.
Vanligaste applikationerna är starthål för trådgnist, turbindetaljer ( Inconel ) och givetvis all form av verktygstillverkning.

Trådgnist – Fanuc alpha 0IE
Trådgnist

hålgnist – Aristech LSD 300
hålgnist
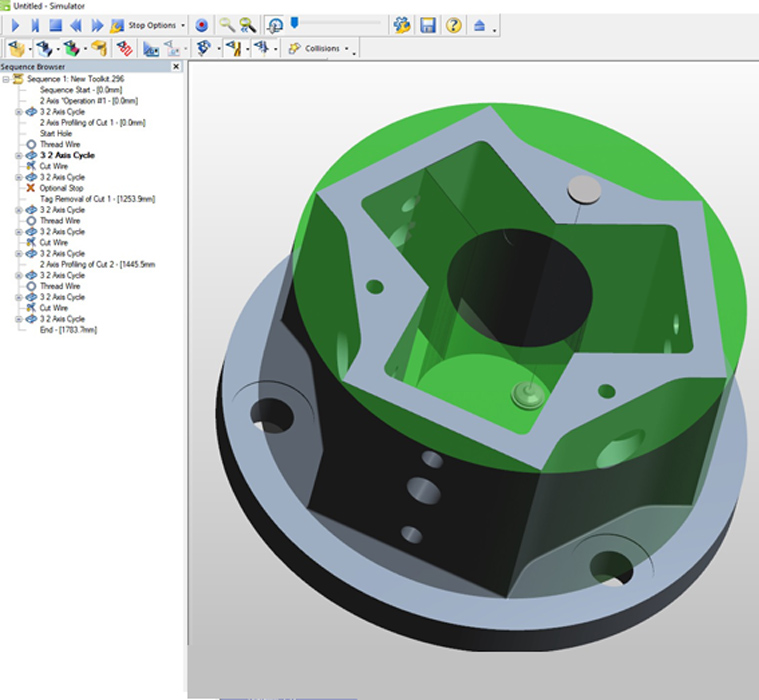
Trådgnist Edgecam
Trådgnist Edgecam
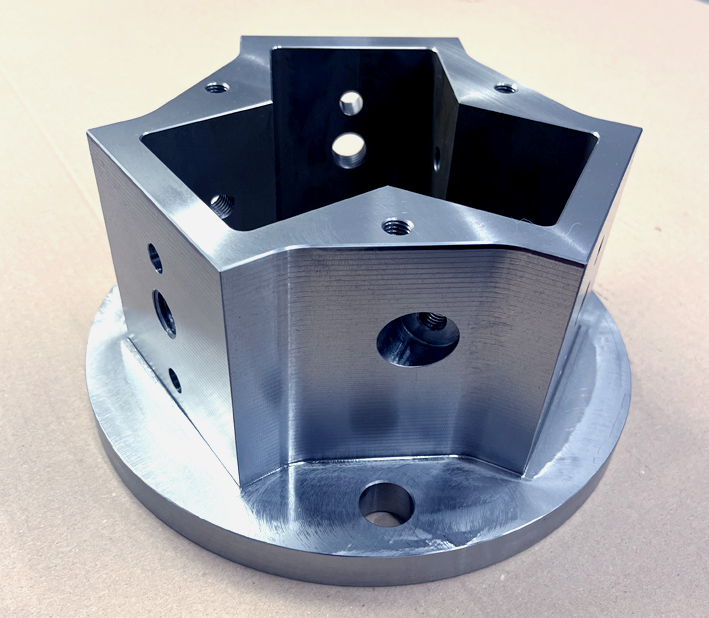
Trådgnistad detalj Dia 220 T-130mm
Det invändiga korset är gnistat med H7 tolerans